Darioo Industrial / Line 04
End of Arm Tooling (EOAT) Design & Manufacturing
We design and build the gripper, vacuum tooling, or quick-change plate around your actual part, so the robot picks it the same way every cycle.
Overview
The last six inches decide the whole cell.
Most robot problems that look like programming problems are actually tooling problems. A cell that drops parts, mis-picks, or runs slower than promised usually has a gripper that was never built for the part it is holding. Darioo Industrial designs and manufactures custom end of arm tooling in Charlotte, matched to your part geometry, weight, and cycle time, so the robot picks the same way on cycle one thousand as it did on cycle one.
Catalog grippers are built for a hypothetical part, not yours. Odd geometries, delicate surfaces, mixed materials, and tight clearances are exactly where off-the-shelf tooling starts to fail, dropping parts, marking finished surfaces, or missing the pick window. We design tooling around your actual part, using machined aluminum fingers, custom vacuum cups, and 3D printed inserts where a printed shape solves a problem faster than a machined one.
Because we machine and 3D print in-house, EOAT iterations happen in days, not weeks. You send a part, we build a first tool, you test it on your line, and we adjust based on what actually happens in production. Quick-change tool plates let one robot run multiple tools without a manual swap, and every design gets checked against payload and cycle time before it ever reaches your floor.
- Custom grippers and vacuum tooling
- Quick-change tool plates
- Machined and 3D printed hybrid tooling
- Payload and cycle time optimization
The problem
When the gripper is the reason the cell underperforms
A robot cell that drops parts or mis-picks every shift does not have a robot problem. It has a tooling problem. The arm moves exactly where the program tells it to move. What decides whether the part actually stays put is the gripper, and if that gripper was not built for your part, the cell will keep missing no matter how much you tune the path.
Cycle time gets capped the same way. A gripper that grips too cautiously, releases too slowly, or needs an extra approach to seat the part is adding time to every single cycle, thousands of times a day. Engineers chase that lost time in the robot program when the time was sitting in the tooling the whole time.
The catalog gripper is the usual culprit. It was built for an average part, not yours, so it gets shimmed, taped, and re-clamped until it sort of works. Then the ROI for the whole cell gets blamed on the robot, the integrator, or the process, when the actual problem is bolted to the wrist and could be fixed for a fraction of what the cell cost.
Read the signs
You need custom EOAT if
- The cell drops or mis-picks a part on a regular basis, not as a rare fluke
- Your part has an odd geometry, thin walls, or a finish that other tooling struggles to hold
- Cycle time is capped by how carefully the gripper has to approach and release the part
- Changing over between part families means someone manually swapping or adjusting the tool
- The catalog gripper needed shims, tape, or a fixture rework just to hold your part
- Handled parts come off the robot with marks, scratches, or crush spots
- Heavy tooling is eating into the payload budget you need for the part itself
What you get
Everything this line covers, delivered by one team.
Part and application review
We look at your part, the pick point, the surrounding fixturing, and the cycle time you need before we design anything.
Custom gripper design
Mechanical fingers, vacuum tooling, or a hybrid of both, modeled in SolidWorks around your part geometry and weight.
Machined and 3D printed tooling
Aluminum and engineering plastic components machined in-house, with 3D printed inserts where a printed shape beats a machined one on cost or turnaround.
Quick-change tool plate integration
One robot, multiple tools, no manual swap: the plate lets the cell change end effectors automatically between operations.
Payload and cycle-time validation
Tooling is tested against your target rate and part weight before it ships, not estimated on paper.
Fit testing on your parts
Wherever possible we run the tool on samples of your actual parts, not stand-ins, before calling the design final.
Documentation package
Drawings, bill of materials, and a spare parts list so your team can replace a worn finger or cup without waiting on us.
Install and cell integration support
We help mount, wire, and commission the tooling on your existing cell, whether we built the robot cell or not.
Send us a photo of the part and the pick problem
A few photos or a short video of the cell in action is enough for us to give you a straight read on what tooling concept would fix it.
How this line runs
From first call to running on your floor.
Part and application study
We look at the part, the pick point, the surrounding fixturing, and the rate you need before we sketch anything.
Concept and design
The gripper, vacuum tooling, or hybrid gets modeled in SolidWorks around your part geometry and weight, with a concept review before we build.
Machine and print in-house
Machined fingers, cups, and plates come out of our own shop, with 3D printed inserts where a printed shape solves the problem faster.
Bench test on your parts
The tool gets tested on samples of your actual parts on the bench, not stand-ins, before it goes anywhere near the robot.
Integrate and prove on the robot
We mount the tooling on your cell, tune the approach and release, and confirm it holds rate and payload in real cycles.
Iterate fast if the part changes
When the part revs or the process shifts, we machine or print the fix in-house and get a revised tool back on your line in days.
Where this fits
Applications and industries we build for.
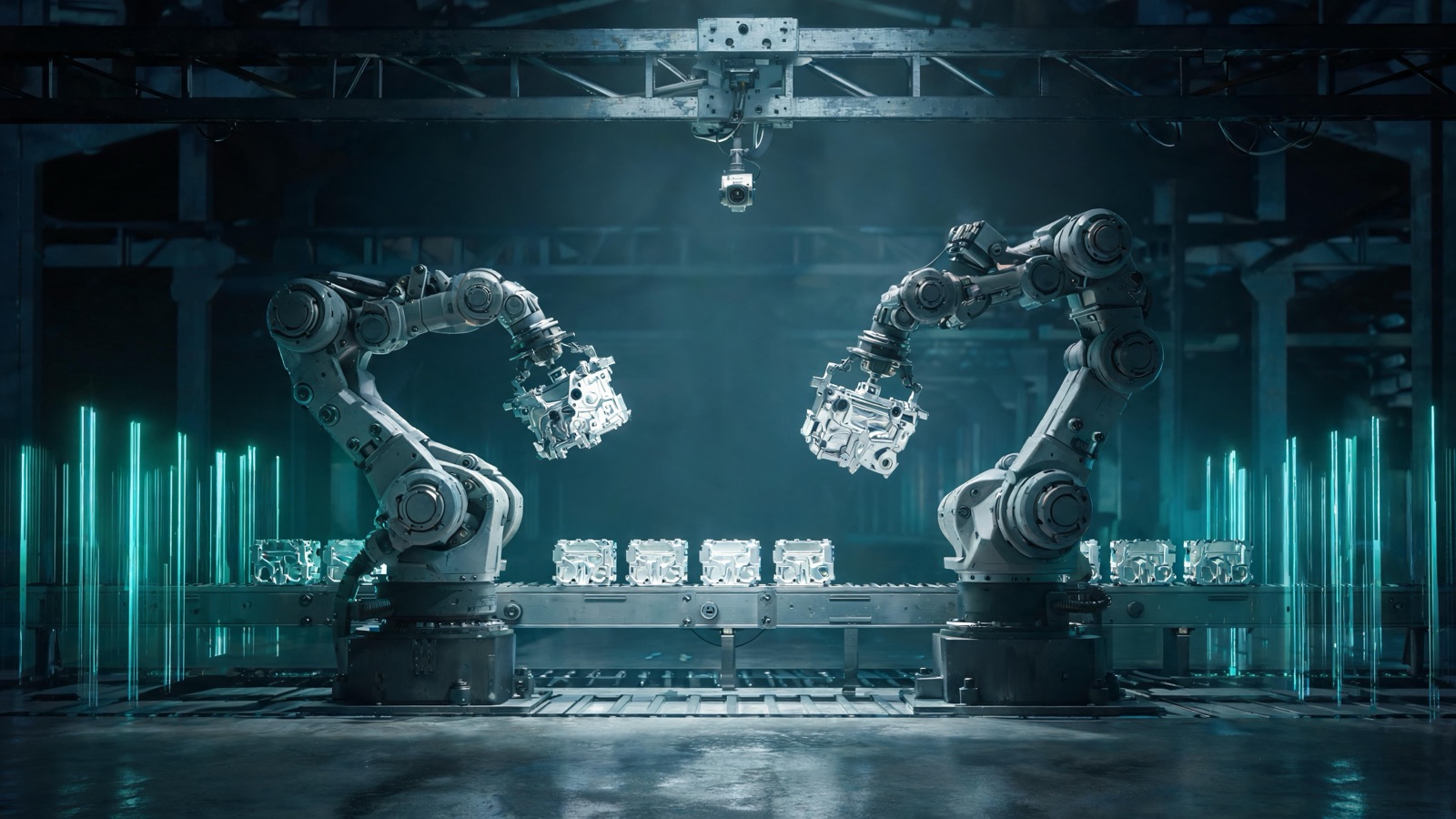
- Pick and place automation
- Machine tending for CNC and molding
- Palletizing and depalletizing
- Packaging and case packing lines
- Assembly and kitting cells
- Injection molded part removal
- Metal stamping and fabrication handling
- Food and consumer goods handling
- Electronics and delicate part handling
- Automotive and mobility supplier lines
- Multi-part and mixed-model cells
- Inspection and quality hand-off stations
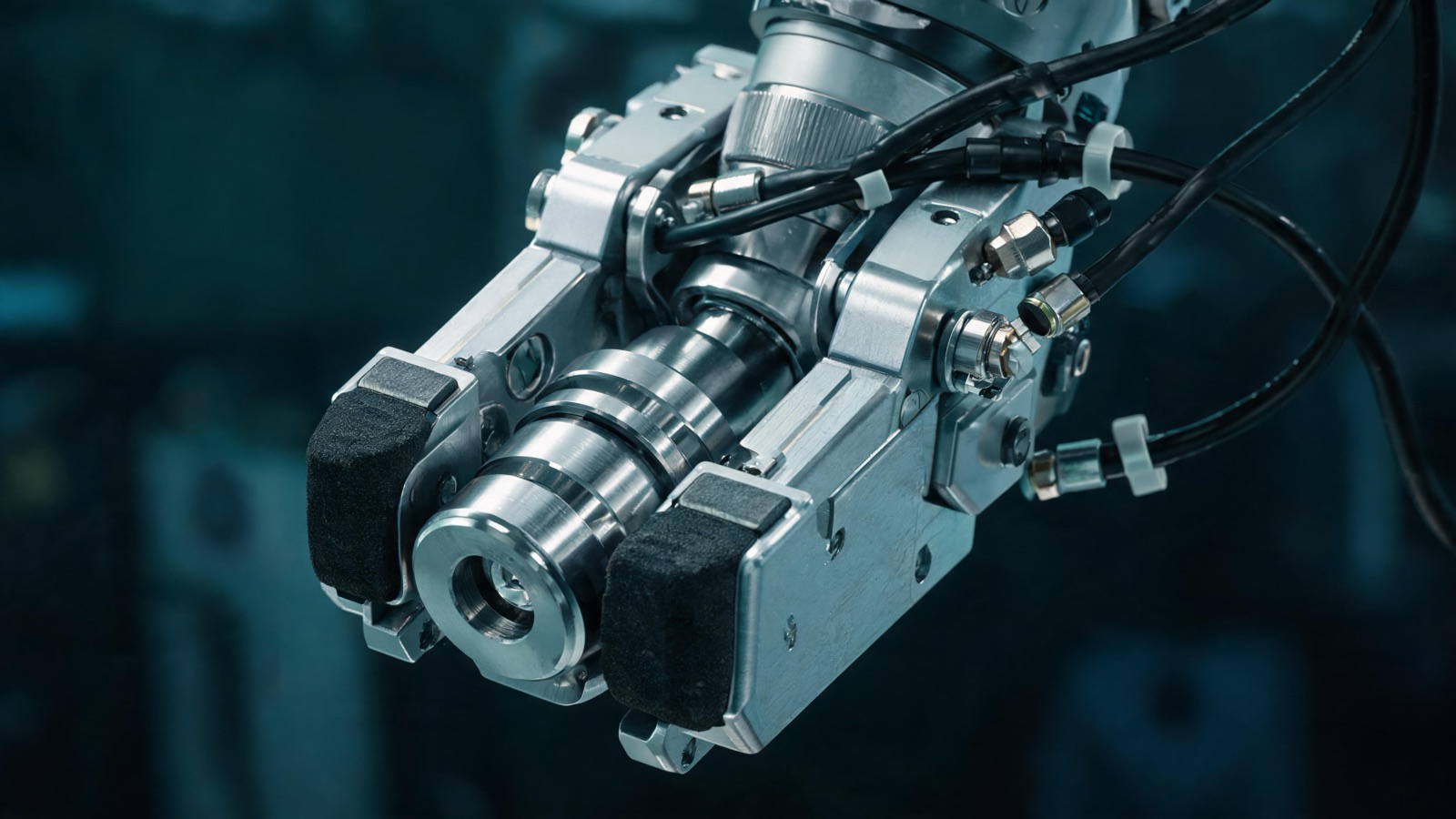
What end of arm tooling covers
End of arm tooling, or EOAT, is everything mounted to the wrist of the robot that actually touches the part: mechanical grippers with machined fingers, vacuum cups and manifolds, magnetic tooling for ferrous parts, and the quick-change plates that let one arm swap between tools automatically. It is a small assembly compared to the robot itself, and it is the part of the cell that decides whether the pick actually works.
Most EOAT also carries sensing: a part-present sensor, a pressure switch on a vacuum circuit, or a simple proximity switch that confirms the part seated before the robot moves. That feedback is what keeps a mis-pick from turning into a crash or a bad part three stations downstream. We design the mechanical tooling and the sensing together, because a gripper that cannot tell you whether it actually has the part is only half finished.
Custom EOAT design and manufacturing in Charlotte, NC
Darioo Industrial designs and manufactures custom end of arm tooling in Charlotte, North Carolina, under the same ISO 9001:2015 quality system that runs our custom machine and automation work. Grippers, vacuum tooling, and quick-change plates get modeled in SolidWorks, then machined and 3D printed in-house instead of routed out to an outside vendor. Manufacturers across the Carolinas and the Southeast use us for tooling revisions when a cell is down, and finished tooling ships nationwide.
In-house machining and 3D printing is what makes fast iteration possible. A finger that is a millimeter off, a vacuum cup that needs a different durometer, or an insert that needs a redesigned pocket does not sit in a vendor queue. It gets cut or printed the same week, tested on your part, and shipped back. When a cell is losing rate every shift a slow tooling fix sits idle, that turnaround is the difference between a bad week and a bad quarter.
- In-house machined and 3D printed tooling
- Design revisions in days, not vendor lead times
- Charlotte, NC shop, ships nationwide
- Built under the same ISO 9001:2015 system as our machines
Choosing a gripping strategy for your part
Mechanical, vacuum, and magnetic tooling each solve a different problem, and picking the wrong one is the most common reason a gripper gets replaced within a year. Mechanical fingers grip well on rigid parts with a clear pinch point and hold up under side loads, but they need clearance around the part and can mark soft or finished surfaces if the fingers are not designed carefully. Vacuum tooling is fast to cycle and gentle on delicate or cosmetic parts, but it needs a reasonably flat, sealed surface and loses reliability on porous materials or parts with holes near the pick point.
Magnetic tooling only works on ferrous parts, but where it fits it is simple, fast, and forgiving of minor part variation, which is why it shows up so often in stamping and fabrication handling. Most of our EOAT projects end up as a hybrid: vacuum cups for the initial lift, mechanical fingers for positive control through the cycle, or a magnetic pad backed by a mechanical stop. We size the strategy to the part in front of us instead of defaulting to whatever tooling is already sitting in the shop.
Lightweight EOAT and payload optimization
Every pound the tooling weighs is a pound the robot cannot use to carry the part, and it is also a pound the arm has to accelerate and decelerate on every single cycle. A gripper that is heavier than it needs to be quietly caps your payload margin and slows your cycle time at the same time, and most buyers never connect the two until we point it out during the design review.
Machined aluminum stays where the tooling needs strength and stiffness, typically at the mounting interface and the load-bearing fingers. 3D printed components take weight out everywhere else: brackets, sensor mounts, and finger bodies that do not see high load get printed in engineering plastic instead of machined from solid. The hybrid approach keeps the tool light without giving up the rigidity the pick actually needs, and it is usually cheaper and faster to build than an all-machined design.
Budget honesty
What actually drives EOAT cost
The gripper is a small part of the cell budget, but the range between a simple tool and a complex one is wide. These are the factors that move it, so you know where the cost is actually coming from before you get a number.
Part geometry and variation
A single rigid part with a clear pick point is simple. A family of parts with different shapes, weights, or finishes needs a more complex tool, or several of them.
Gripping strategy
Mechanical, vacuum, magnetic, or a hybrid all carry different design and build time. The right strategy for your part is not always the cheapest one, and it is not always the most expensive one either.
Changeover requirements
A tool that runs one part all day is simpler than one built to swap between part families, whether that swap is manual or automated through a quick-change plate.
Sensing and verification
A basic part-present sensor is inexpensive. Verifying orientation, checking a feature before release, or confirming vacuum seal adds sensors and logic that cost more to design and wire.
Duty cycle and environment
A tool running continuously at a fast rate needs more durable materials and tighter tolerances than one running occasionally in a clean, low-speed application.
Side by side
Catalog gripper vs custom EOAT
Both have a place. For a simple, regular part run at a modest rate, a catalog gripper is often the right call and the cheaper one. This is where the two options diverge once your part gets more particular.
| Catalog gripper | Custom EOAT | |
|---|---|---|
| Fit to your part | Built for an average part, often needs shims or rework to hold yours | Designed around your actual part geometry and weight |
| Cycle speed | Conservative approach and release to avoid drops on an unfamiliar part | Tuned to your part, usually faster and more consistent |
| Changeover | Manual swap or adjustment between part families in most cases | Can be built with quick-change plates for automatic tool swaps |
| Weight on the wrist | General-purpose bodies carry weight your application does not need | Machined and printed hybrid keeps only the mass the pick requires |
| First cost | Usually cheaper up front for a simple, regular part | Higher upfront cost, sized to the complexity of your part |
| Cost when it fails on the floor | Downtime while you source, ship, and modify a replacement from a catalog | In-house design means a revision comes from our own shop in days |
Line 04 questions
Asked on almost every end of arm tooling call.
Can you design a gripper for a part with an odd or delicate shape?
That is the most common reason customers call us instead of ordering a catalog gripper. Odd geometry, soft or finished surfaces, and mixed materials on one part are exactly where off-the-shelf tooling struggles. We design the gripper or vacuum tooling around your part model and, where it helps, use 3D printed inserts to match a shape a machined finger cannot.
What is different about custom EOAT versus buying a catalog gripper?
A catalog gripper is built for a generic part, not yours, so it often needs the part forced to fit the tool. Custom EOAT is built the other way around: we design the tool to your part, weight, and cycle time. That usually means fewer drops, fewer mis-picks, and less time spent tuning the robot program to compensate for tooling that was never right.
How fast can you turn around a fix if the first tool does not work?
Because we machine and 3D print in-house, we do not wait on an outside vendor to cut a new finger or reprint an insert. Most revisions happen in days. You test the tool on your line, tell us what happened, and we adjust the design and rebuild without restarting the whole project.
Do you build tooling for robots you did not sell us or install?
Yes. We design end of arm tooling to fit the robot and payload you already have on your floor, whether we built that cell or not. We just need the robot model, the part, and the mounting interface. If you are also adding automation or a new cell, we can handle the tooling and the integration together.
How many design revisions does a typical EOAT project take?
Most projects land in a handful of revisions between the first bench test and a tool that is fully proven on your parts. Because we machine and 3D print in-house, each revision is a matter of days rather than a new purchase order sent to an outside vendor, so getting to the right design does not stall your project or your production schedule.
We run robots from more than one brand. Can you design tooling that works across our fleet?
Yes. The tooling design follows the part and the mounting interface, not the robot brand, so a gripper we design for one cell can usually be adapted to another robot on your floor with the right adapter plate. Tell us which robots and payloads you are running and we design with that flexibility in mind from the start.
Can you design tooling for delicate or cosmetic parts that cannot show marks?
Yes, and it usually comes down to gripping strategy more than cleverness. Vacuum tooling with the right cup material, mechanical fingers with soft or contoured pads, or a hybrid of both keep contact pressure spread out and away from visible surfaces. We test on your actual parts before calling a design final specifically because marks and scratches only show up under real handling, not in a model.
How do quick-change tool plates work if we run several part families on one robot?
A quick-change plate lets one robot swap between tools automatically instead of an operator changing the gripper by hand. Each tool docks into a station, the robot picks it up, and the plate carries power, air, and signal through the connection. It adds cost and complexity to the cell, so it makes sense once changeover time or manual tool swaps are actually costing you rate, not before.
Related lines
Often scoped together with this work.

Start here
Talk to an engineer about line 04.
Send the part, the problem, or the machine that is fighting you. We will tell you straight whether this line is the right fix.